熱壓罐工藝原理
1����、利用熱壓罐內部的高溫壓縮氣體產生壓力對復合材料柸料進行加熱加壓以完成固化成型的方法
罐內氣源有:空氣����、氮氣�����、二氧化碳
2�����、預浸料制備-切割-鋪疊-成型-后固化
3����、成型-罐中吸膠��、與固化工藝熱量傳遞��、纖維密實����、樹脂固化��、樹脂流動�、氣泡形成與運動��、殘余應力與變形
4�����、工藝有點
A�����、罐內壓力均勻:因為用壓縮氣體或惰性氣體或混合氣體向熱壓罐內充氣加壓����,作用在真空袋表面各點法線上的壓力相同��,是構件在均勻壓力下成型�、固化
B��、罐內空氣溫度均勻:加熱或冷卻氣體在罐內的高速循環罐內各點氣體溫度基本一樣�,在模具結構合理的前提下����,可以保證密封在模具上的構件升降溫過程中各點溫差不大�。
5��、使用范圍廣:
模具相對比較簡單���,效率高��,適合大面積復雜性面的蒙皮�,壁板和殼體的成型�,可成型各種飛機構件����,若熱壓罐尺寸大�,一次可防止多層模具�,同時成型各種較復雜的結構及不同尺寸的構件���,熱壓罐的溫度和壓力幾乎能滿足所有聚合物基復合材料的成型工藝要求���,如低溫成型聚酯復合材料�,高溫和高壓成型的PI和PEEK
復合材料��,還可以完成縫/RFI等工藝的成型
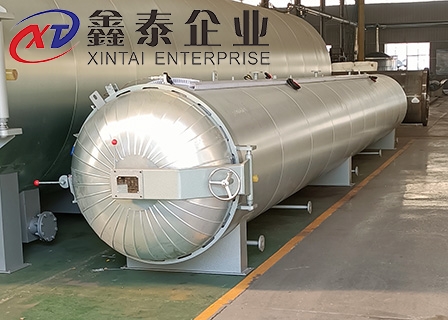
一����、熱壓罐 可用于金屬/非金屬膠接構件和樹脂基高強度玻璃纖維�、碳纖維�、硼纖維�、芳綸纖維等復合材料制品��。如飛機艙門�����、整流罩�、機載雷達罩���,支架�����、機翼����、尾翼等����。
二�、復合材料熱壓罐溫度�、壓力����、真空�、時間采用西門子PLC自動控制�。是我公司成功研制的一種高溫固化設備�����,不需人工操作���,在自動運行時達到了很好的工作效果��。程序設計為自動真空�����、自動升溫�、自動保溫�、自動保壓�����、自動卸壓�����,自動控制工作時間�?����?扇我庑薷墓ぷ鲿r間���、工作溫度���、工作壓力����、工作真空等���。設定工作程序后無需操作人員�,到工作時間后可以直接取貨���,達到節約人工����、能耗的目的�,企業綜合生產成本可降低25%以上����?��?蒛盤拷貝存儲溫度��、壓力曲線并打印�。
三����、基本性能:
★ 采用西門子全自動控制系統�����,節約能源�、節省人力�����、完全滿足產品性能需求�,
★ 罐內熱分布均勻�,壓力恒定���。
★ 適合各種不同復合材料的固化處理��。
★ 完善的壓力控制�,成型效果好�。
★ 熱壓罐采用PLC自動控制系統��,精度達到±1-2℃��。
★ 熱壓罐保溫層采用硅酸鋁棉����,封頭采用雙層保溫����,外加不銹鋼外襯保溫效果好���。
★ 具有快開門式壓力容器雙安全聯鎖裝置���。采用六層安全防護措施�����,確保安全��。
★ 開門方式為手動快開門雙安全連鎖����。同步報警��、關緊后升壓����、泄壓后開門����。
四�、適應范圍:
★主要用于復合材料����、汽車配件�����、體育用品����、艙門���、整流罩���、機載雷達罩�,玻璃纖維����、碳纖維�����、機翼��、尾翼�����、隔板等��。
五����、質量保證:
★ 電子部件����、閥門�����、儀表等外購零部件保修1年�����,金屬結構部件保修2年(易消耗部件��、人為損壞或不可抗力因素致損除外)��。
★ 電器部件為CCC認證的產品�。
★ 罐內各點熱分布偏差±2℃��。
★本產品配帶管理部門鍋爐壓力容器安全監察機構核發的:
1��、《壓力容器產品安全性能監督檢驗證書》
2����、《壓力容器產品質量證明書》
3����、《出廠監檢標記銘牌》
4�����、《產品合格證》
5�����、《產品設計峻工藍圖》
六�����、售后服務:
★ 上門安裝�����、調試設備�����、技術服務�,負責培訓操作工2-3名��。
★ 公司為客戶設備免費保修一年��,終生維修�。
★ 公司定期回訪客戶�,并可以根據用戶各種需求有針對性的為用戶設完全符合其生產需要的特別產品���。為用戶提供終生優質服務